

-
Partners
 Weave the world's integrity and common prosperity
Weave the world's integrity and common prosperity
The formation and landing of corporate mission, vision, core values and business philosophy. Employees of the company's high satisfaction, high recognition, the degree of harmony between employees, staff's work initiative and creativity play outstanding. -
A comprehensive enterprise group with textile as its main business
Since its establishment 20 years ago, the group has always adhered to the development concept of "being refined, specialized and strong" and concentrated on professional yarn. The cotton series knitting yarn and polyester-cotton blended yarn-dyed rice cloth yarn are well-known in the market. -
Spinning Chinese green science and technology
The company has effectively authorized 66 national patents and soft works, including 10 invention patents, 48 utility model patents and 8 soft works. "Jucheng Spinning" invention patents filled 7 domestic gaps, and 4 new products such as "Aramid High Temperature Resistant Fabrics" won provincial and municipal science and technology progress awards respectively. -
Build the brand grand industry
In 1999, the technology center building was built with an investment of 30 million yuan, equipped with complete Uster test equipment, and adopted international standards 2001 Uster Bulletin standards. The product quality was always within 5% of the 2001 Uster Bulletin, and obtained the ISO9001:2000 international quality system certification. -
Corporate Culture
Group mission
Hospitality Qilu builds industry bridges, quality macro industry achieves customer value -
Strengthen brand awareness
Established in May 1997, it is a comprehensive group enterprise with textile as its main business and has more than 2100 employees. It has 300000 advanced cotton spindles, 5400 imported full-automatic air spinning, 12000 spindle two-for-one twister, 70 imported circular knitting machines and 12 knitting garment production lines. It has a world advanced Uster laboratory with an annual output of more than 40000 tons of various yarns and more than 500 million pieces of knitted garments. -
About Us
Qilu Hongye Textile Group
Established in May 1997, it is a comprehensive group enterprise with textile as its main business and has more than 2100 employees. It has 300000 advanced cotton spindles, 5400 imported full-automatic air spinning, 12000 spindle two-for-one twister, 70 imported circular knitting machines and 12 knitting garment production lines. It has a world advanced Uster laboratory with an annual output of more than 40000 tons of various yarns and more than 500 million pieces of knitted garments.
Change Law and Effective Control of Yarn Defects in Spinning Process
Release time:
2020-04-14
Through the comparative analysis of the semi-product quality from raw cotton to roving and the comparative analysis of the quality of finished cotton yarn from spun yarn to automatic winding, the changes of harmful defects and harmful fibers in different processes in the spinning process are expounded with experimental data, which effectively proves the change law of harmful defects and harmful fibers in the actual spinning process, and provides the basis and method for the control of cotton yarn and harmful fibers in the spinning process, the removal efficiency and quality index control standard of harmful fibers and harmful defects in each process of spinning process are explored, which provides the direction for the setting and improvement of spinning process.
1. Overview
The spinning raw material itself is composed of fibers with different lengths and various defects. The final formation of cotton yarn needs to open, remove impurities, mix, remove impurities and short pile, carding, drafting, parallel, straightening, twisting and winding the mixed fibers and defects in the spinning process. The purpose is to remove the harmful fibers and defects in the fibers, the disorderly entangled fibers are arranged in accordance with the orderly law to produce cotton yarn that meets the quality control requirements, and to ensure that qualified products that meet the needs of fabric quality are provided for downstream processes. Because the planting, production, processing and equipment of the fibers are obviously affected by the environment and climate, human factors change the production conditions, processing conditions and processing technology in the actual operation process, as a result, the grade difference of spinning raw materials is prominent, the fiber length, the number of defects, the maturity of fiber, the color of fiber and the thickness of fiber fluctuate greatly. There are great differences in the attack strength in different processes in the spinning process. The harmful fibers and harmful defects show rise or fall in different process stages. In the whole spinning process, there are relatively many processes in which harmful fibers and harmful defects rise, it is necessary to pay attention to the control of harmful fibers and the large increase of harmful defects in the spinning process control. Reasonable process setting is the key to greatly control the deterioration of harmful fibers and harmful defects. The key to stabilize the quality of semi-products and finished products is to formulate the removal efficiency of different processes according to the rising or falling quantity of harmful defects and harmful fibers, according to the change of raw materials, environment and production management in the spinning process, it is the main control factor of cotton yarn quality stability to prevent cotton yarn defects from changing drastically. Different cotton yarn defects and harmful fibers have different changes in different processes. Under the stable production environment, the quality of raw materials determines the change range of defects and harmful fibers in different processes, according to the quality of different raw materials to determine the production of cotton yarn varieties, cotton yarn quality and production process, is the key to extend the service life of spinning equipment.
2, raw cotton, feast cotton, carding, combed, parallel, roving each process quality index change analysis.
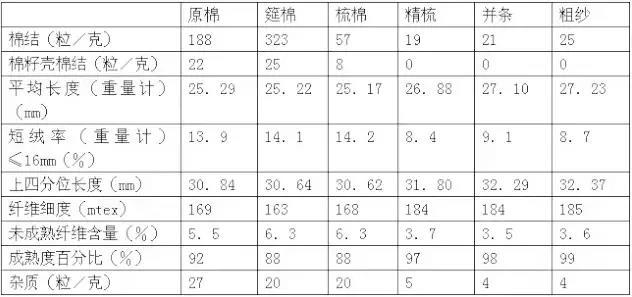
As can be seen from the table:
1. The trend of neps change is that raw cotton to feast cotton is increasing, feast cotton to carding and combing is decreasing, and combing is increasing when combing and roving are added.
2, cotton seed shell neps change trend is raw cotton to feast cotton is increased, feast cotton to carding, combing is reduced, combing to parallel, roving is generally maintained at the same level or increased.
3, the trend of average length change is raw cotton to feast cotton, carding cotton is reduced, carding cotton to combed, parallel, roving are increased.
4, the trend of short staple rate change is raw cotton to feast cotton, carding cotton is increased, carding cotton to combing is reduced, combing road parallel, roving increased or basically unchanged.
5, the trend of the upper quartet length change is raw cotton to feast cotton, carding cotton is reduced, carding cotton to combed, parallel, roving are increased.
6. The trend of fiber fineness change is that raw cotton to supper cotton is decreasing, supper cotton to carding, combed, parallel and roving are all increasing or basically unchanged.
7, the trend of immature fiber content change is raw cotton to feast cotton is increased, feast cotton to carding is reduced or basically unchanged, carding to combing is reduced, combing to parallel, roving are increased or basically unchanged.
8, fiber maturity percentage change trend is raw cotton to feast cotton, carding cotton is reduced, carding cotton to combed, parallel, roving are increased.
9, the trend of impurity change is raw cotton to feast cotton, feast cotton to carding, carding to combing are reduced, combing to parallel, roving increased or basically remained unchanged.
The above-mentioned changes in the average length of the cotton layer, carding sliver, short fiber rate, upper quartet length, fiber fineness, and immature fiber content indicate that the process settings of the cleaning and carding machine are unreasonable, and that the cotton is hit in the cleaning and carding process of the cleaning and carding process, and the damage to the cotton fibers is extremely serious.
3, raw cotton, feast cotton, carding, combing, and roving each process of the test data and the corresponding previous process of the quality difference comparison analysis.
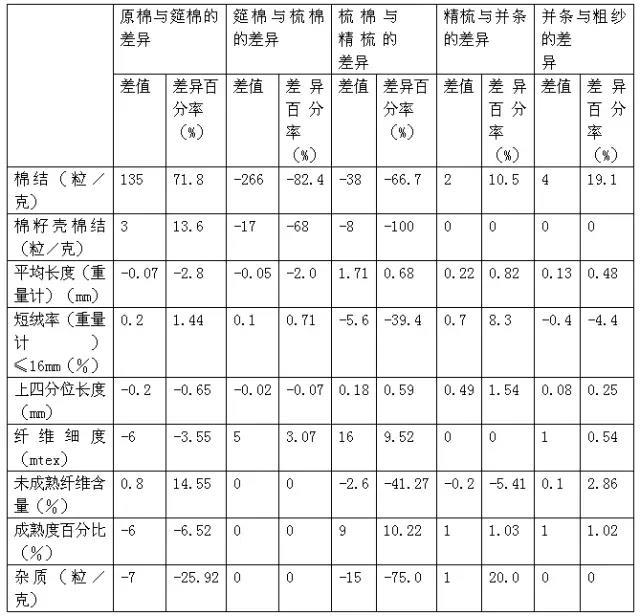
As can be seen from the table:
1. Trend of nep change: The percentage of nep increase from raw cotton to combed cotton is 71.8, which is too different from the required increase rate of less than 40%. The removal efficiency from combed cotton to combed cotton is 82.4, reaching more than 80% removal effect. The removal efficiency from carded cotton to combed cotton is only 66.7, not reaching more than 75% removal efficiency.
2. The change trend of cotton seed shell neps: the increase percentage of cotton seed shell neps from raw cotton to supper cotton is 13.6, which is lower than the required increase rate of less than 15%, which meets the requirements. The removal efficiency of cotton neps from supper cotton to carding cotton seed shell is 68.0, and it is not ideal if the removal effect is not above 75%. The removal efficiency from carding cotton to combed cotton seed hulls is 100, the removal efficiency of more than 95% is fully in line with the clear requirements.
3. The change trend of average length should be increasing from cotton roving, but in the actual production process of your company, the average length from cotton to feast cotton and carding cotton decreases, which shows that the blow of cleaning process and carding process is too strong, which makes the cotton fiber suffer great damage, which requires to adjust the process of cleaning and carding process in the actual production process, the upper 1/4 is divided into length, fineness of cotton fiber, maturity percentage of fiber, and immature fiber content.
4. The change trend of short wool rate should decrease from feast cotton to carding cotton, but the company has increased, which shows that the process setting of carding process is unreasonable. The removal efficiency of short wool rate from carding to combing process is 39.4, which does not reach more than 45% removal effect, so this is not ideal. However, it is unreasonable to increase the short pile rate by 8.3 in the merging process, which shows that the roller spacing in the merging process is too large, and the short pile rate should be controlled within 3% if it is generally increased.
5. The change trend of impurities decreased by 25.92 from raw cotton to feast cotton, and did not reach the removal efficiency of 40-50%. There is no change in impurity reduction from feast cotton to carding cotton, which is unreasonable. It is normal that impurities should be reduced by 20-30% from feast cotton to carding cotton, and the impurity removal effect of each process after combing process is better.
4, spinning process, automatic winding process cotton yarn quality index change analysis (CJ18.2tex, CJ14.5tex)
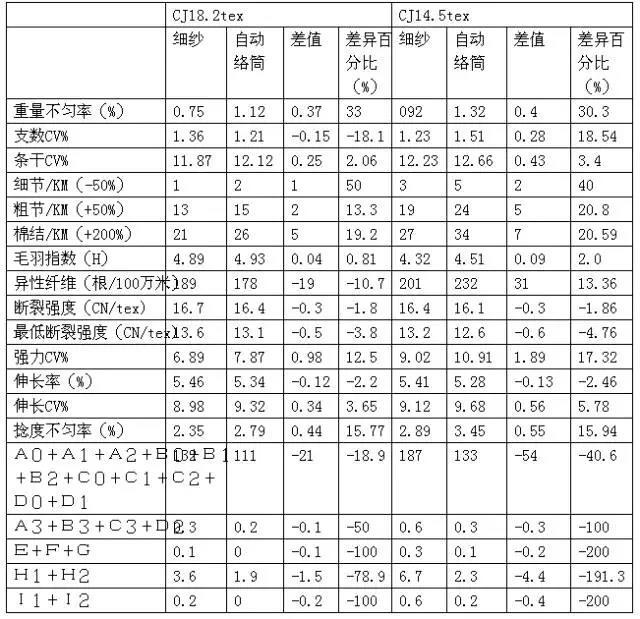
Test data description:
1. In the process of spinning to automatic winding, except for harmful yarn defects, other physical indexes of cotton yarn are decreasing, and some physical indexes of cotton yarn are deteriorating seriously;
2, with the reduction of the number of spinning yarn, most of the physical indicators of cotton yarn from fine yarn to automatic winder deterioration is more serious, especially the performance of cotton yarn coarse knots, neps;
3, cotton yarn after the automatic winding process of cotton yarn uneven rate will increase, friction and tension stretch on the uniformity of cotton yarn bring great harm, reduce the friction and tension of forming cotton yarn, is one of the main factors to control the deterioration of cotton yarn quality.
5. Conclusion
The test data prove that there are fluctuations in the spinning production process, whether it is harmful defects, harmful fibers, cotton yarn defects in some processes is reduced, and in some processes is increased, the whole spinning process is to remove harmful yarn defects, harmful fibers, in addition to large defects, long defects and difficult to twist, easy to form defects of harmful fibers is the fundamental purpose of spinning, each process of the spinning process has achieved the efficiency of removing defects and harmful fibers in this process, and the spinning task of this process has been realized and completed. For the unpredictable mutation of harmful fibers and harmful defects in the spinning process, it is necessary to formulate reasonable raw material mixing standards, environmental control standards, process quality control standards, production management and equipment maintenance standards, process management standards, and establish a perfect spinning process control system, otherwise, harmful fiber, harmful defects not only can not be effectively controlled in the production process, and abnormal changes in cotton yarn, fabric quality deterioration will also occur.





A comprehensive enterprise group with textile as its main industry:
Contact Phone:0531-84888888 84880488
Address: No.26 Shangzhong Road, Shanghe County, Jinan City, Shandong Province